
- Große Reinheit der Schweißnaht, da im Vakuum geschweißt
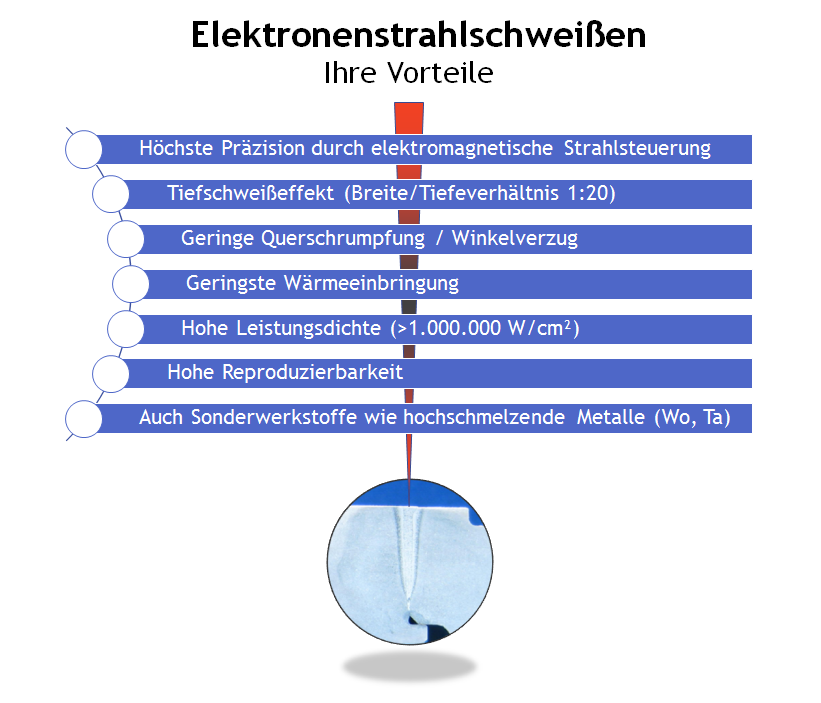
- Erzeugung von Schweißnähten höchster Präzision ohne Zusatzwerkstoffe
- Hohe Reproduzierbarkeit durch Erfassung aller Schweiß- und Strahlparameter
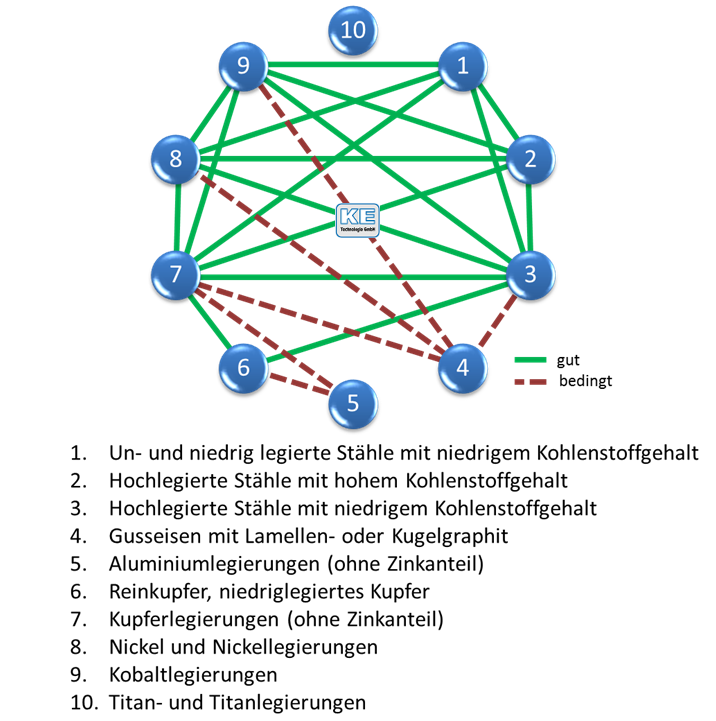
- Nahezu alle metallischen Werkstoffe sind geeignet
- Tiefschweißeffekt, Schweißtiefen bis 200 mm
- Mikroschweißungen, Schweißtiefen kleiner 0,5 mm
- Tiefe / Breite Verhältnis größer 20 ist möglich
- Sehr schmale Wärmeeinflusszonen, dadurch geringe Beeinflussung des Grundwerkstoffes und ein nahezu verzugsfrei geschweißtes Werkstück
- Extrem rasches Abkühlen des Schweißbades
- Geringer Energieverbrauch
- Die KE-Technologie GmbH betreibt mehrere Elektronenstrahlschweißanlagen mit Kammervolumina von 0,3 bis 1 m³ und Leistungen von 3 bis 15 kW. Es besteht die Möglichkeit die Schweißkammer zu verlängern, sodass rotationssymmetrische Werkstücke wie Wellen bis zu einer Länge von 1,5m geschweißt werden können.
- Lohnschweißen
Gerne bieten wir Ihnen das Schweißen in Lohnarbeit an. Die Losgrößen können von der Prototypfertigung bis hin zu 10.000 Teile pro Auftrag variieren. Die Einhaltung der Liefertermine und der gewünschten Qualität hat dabei oberste Priorität. - Konstruktion
Weiterhin bieten wir Ihnen an, ganze Baugruppen nach Ihren Vorgaben zu konstruieren und schweiß- und fertigungstechnisch umzusetzen. - Erweitertes Lieferspektrum
Wir arbeiten eng mit den Instituten der Universität Stuttgart zusammen. Das wissenschaftliche Umfeld ermöglicht uns, Ihnen zusätzliche Leistungen anzubieten, die stets auf höchstem Niveau sind. Hierzu gehören insbesondere Schliffuntersuchungen und zerstörungsfreie Prüfungen wie fluoreszierende Eindringprüfungen, Röntgenuntersuchungen und Schwingprüfungen mit denen gegebenenfalls der Nachweis für die Schweißnahtqualität geführt werden kann.
- Zahnräder
- Kupplungswellen
- Werkzeugmaschinen
- elektrische Schaltkontakte aus Kupfer
- Bauteile für die Luft- und Raumfahrt
- Bauteile für die Automobilindustrie
Beim Elektronenstrahlschweißen werden in einem Strahlerzeuger Elektronen beschleunigt. Dabei treten aus einer direkt geheizten Wolframkatode durch Glühemission Elektronen aus, welche mit Hochspannungsfeldern bis auf ca. halbe Lichtgeschwindigkeit beschleunigt werden können. Die Hochspannungsfelder werden durch Hochspannungen von 60 kV – 175 kV zwischen Katode und Anode erzeugt. Die Strahlerzeugung erfolgt im Vakuum von ca. 10-4 hPa. Mit einem elektromagnetischen Spulensystem können diese Elektronenstrahlen fokussiert und positioniert werden. Die erforderliche Schweißwärme entsteht durch Umwandlung der kinetischen Energie der auf den Werkstoff aufprallenden hochbeschleunigten Elektronen in thermische Energie.
 using WordPress and
using WordPress and